Carry Awards
Carry Awards Insights
Insights Liking
Liking Projects
Projects Interviews
Interviews
Carryology delivered. Your inbox. every two weeks.
Only the best stuff (and giveaways!), we promise.


Challenge Sailcloth | The Dawn of Ultra™ Fabrics
Ultra high molecular weight polyethylene. It’s a mouthful of words that only have meaning to a few groups of humans; chemists, engineers, and of course, carry-geeks. It’s often better known as UHMWPE, or by its various brand names such as Dyneema® from DSM®, Spectra® from Honeywell®, and now the new Ultra™ from Challenge Sailcloth. The latter is what we’re here to talk about today – and it’s quickly taking over the various sects of carry, from ultralight gear to EDC and everything in-between.
Ultra™ Takes the Stage
What we’re really referring to when we talk about UHMWPE (U-PE) or its more common brand names are the fibers that are utilized in the end product. Oftentimes when someone says “Dyneema®”, what they really mean is Dyneema® Composite Fabric; a lamination of nonwoven Dyneema® U-PE fibers and a polyester face. Or, when someone refers to Ultra™, it’s Challenge Sailcloth’s flagship line of fully woven U-PE faced laminates. However, these brand names encompass a much wider range of textiles and technologies than is usually referenced in common conversation. For example you could be talking about Ultra100™, Ultra200™, Ultra400™, Ultra800™, Ultra200TX™, Ultra400TX™, UltraGrid™, or UltraStretch™… and the list goes on.

This lineup of fabrics have one thing in common: the use of Challenge Sailcloth’s U-PE fibers, better known simply as Ultra™. In today’s world of softgoods, it’s easily one of the most innovative fabric initiatives we’ve seen disrupt the industry in a long while. Alongside Challenge’s more mainstream ECOPAK™ products, Ultra™ has taken over higher end offerings from brands across the board.

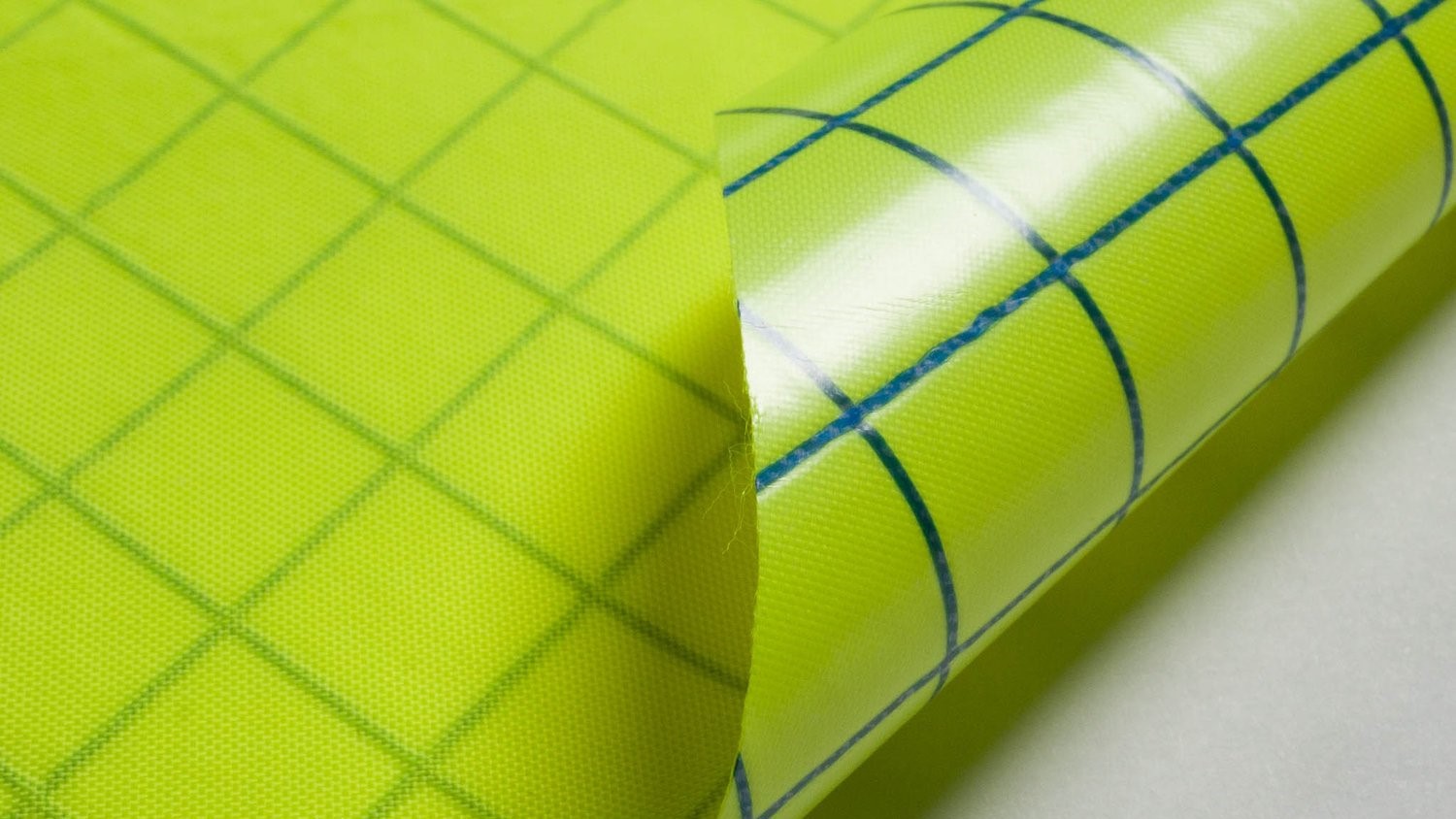
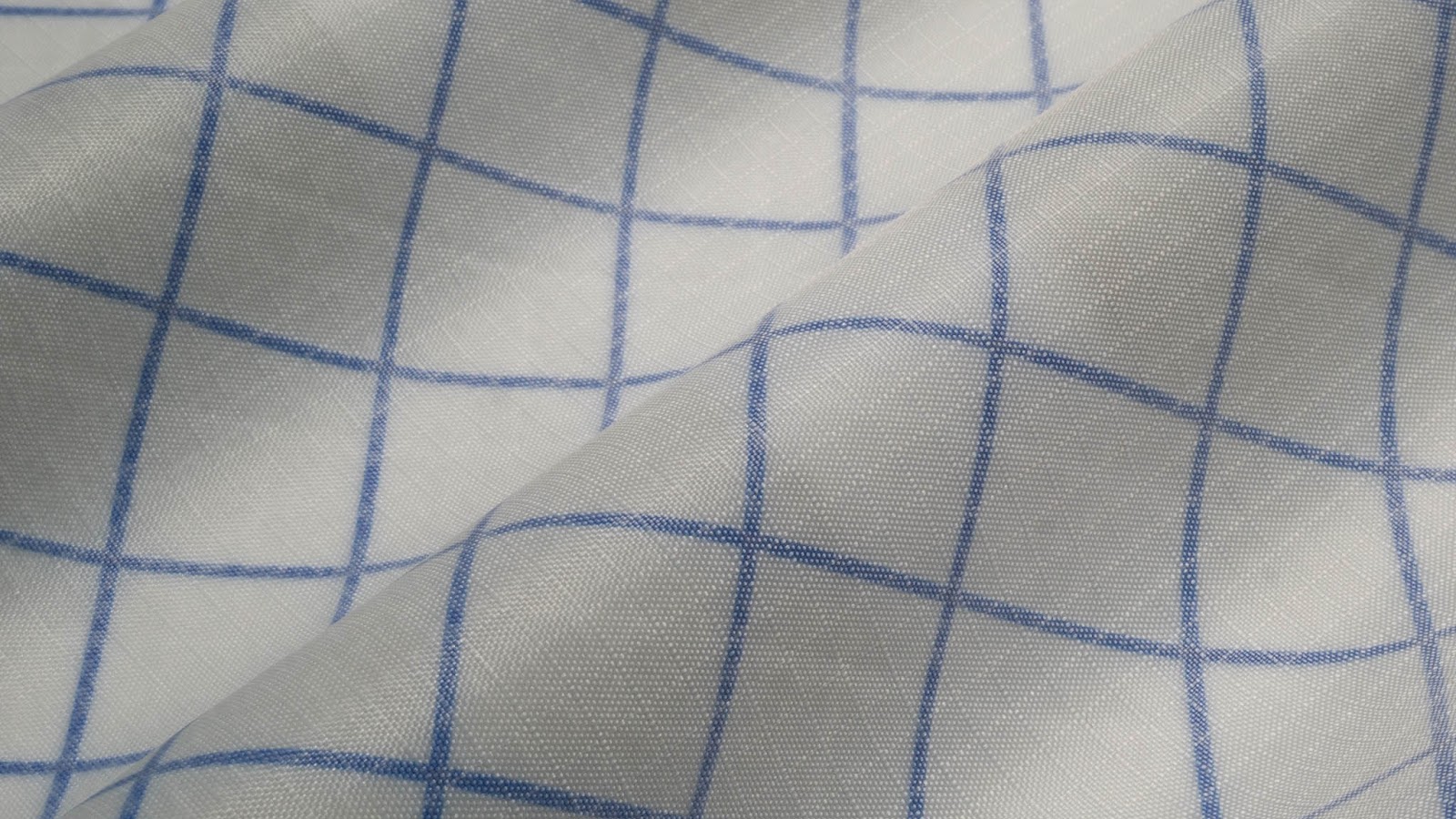
The fully woven laminate offerings, Ultra100 to 800™, use a matching denier face consisting of a blend of Ultra™ and high-tenacity polyester fibers laminated to a 0.5mm recycled UV treated PET film. These fabrics, above all else, are a truly unique option with off the charts strength; gram-for-gram it is 15x stronger than steel. The use of a woven U-PE top layer rather than a polyester top layer means that Ultra fabrics have double the tear strength of comparable composite fabrics, and seven times the abrasion resistance. This is why we’re working Ultra fabrics into our collaboration program.
Keen to see it put to the test? Like frozen, smashed and dragged for miles through the dirt? Check out Miyagi’s seriously thorough test.

Who’s behind this brand on the rise?
From Sailcloth to Softgoods
Hale Walcoff may not be a name that many know, but it’s one we can attribute to the prominence of laminate materials in softgoods all over the world, and their transition from the sailcloth industry. He’s a sailing World Champion, and has been working in technical textiles for decades, and over the years has been instrumental in the success of many of our favorite fabric brands today, like Dimension Polyant. Let’s put it this way, if you had hands on any of the 20+ X-Pac® styles on the market, it’s likely Hale designed it.

After a sabbatical, Hale approached North Sails about creating a pilot program for recycled polyester laminates; something better for the environment. Around this time is when we start seeing the first peeks at what would eventually be called ECOPAK™ and Ultra™; check out some of the Triple Aught Design prototypes floating around out there. However, in early 2020, when the world was disrupted by a pandemic, the program was unfortunately shut down.

As we know, the story doesn’t end there. With the support of his friends at Challenge Sailcloth, Hale was able to restart the program, and that’s where he resides today, as Managing Director of Challenge Outdoor, Challenge Sailcloth’s wing of softgoods-focused laminates and fabrics. This is also about the time where we see the development of RUV™, a 100% recycled, UV-resistant film.
ECOPAK™ was the world’s first composite laminate made from 100% recycled fiber and film.
Responsibility Without Sacrifice
Every yard of ECOPAK™ takes about 20 plastic bottles out of the environment and puts them into a durable good. Even hyper-performant Ultra™ materials take 5 bottles out per yard thanks to Challenge Outdoor’s proprietary lamination technology. This adhesive technology is unique in the fact that it does not use any VOC-laden solvents. VOCs, or volatile organic compounds, are toxic pollutants. When these VOC-containing-solvents are used in the lamination process they also require energy intensive steps like drying in large oven-rooms. ECOPAK™ and Ultra™ have no VOCs, and cure at room temperature. Not only is ECOPAK™ helping clean up the environment, it’s putting our planet first in every step of the process.
All of this drops the carbon footprint of Challenge Outdoor’s recycled polyester fabrics to 50% of that of the typical nylon textiles commonly used in softgoods. Even going beyond the lamination process, all of these textiles are produced at facilities powered by hydroelectric energy. And what’s one of the largest costs, both environmentally and monetarily to the production of textiles and associated softgoods? Transportation. Challenge maintains stock in both the United States and Asia to better support brands around the world.
Challenge is able to accomplish all of this while keeping up with the performance demands of everyone from ultralight hikers to thick-and-thin commuters; not to mention sailors!
Relationships & Development
There’s only one thing that Challenge has put in front of their commitment to the environment, and that’s a commitment to the makers, brands and their customer’s needs. Ultra200™ and Ultra100™ exist as softgoods fabrics as a result of direct feedback from ultralight customers like LiteAF and Zpacks, who wanted something lighter than Ultra400™ for their thru-hiker patrons hitting the trails for thousands of miles at a time. To steer the industry in a more sustainable direction, people still have to want to use your product.

All of this comes down to why we’ve such a break-neck adoption of ECOPAK™ and Ultra™ fabrics; from small studios like Greenroom136, DMade Bags, and 1733, to heavy hitters like Bellroy, ULA Equipment, and Shinola. The work that Hale and his team have put into cultivating product, process, and relationship shines through in every layer of Challenge Outdoor. We’re undeniably fans of what we’ve seen, and we’re excited for what the future holds for Challenge and their impacts on the softgoods industry that we all know and love.


Read more about Challenge Outdoor, their wide range of recycled fabrics, and their sustainable textiles initiatives at challenge-outdoor.com