Carry Awards
Carry Awards Insights
Insights Liking
Liking Projects
Projects Interviews
Interviews
Industry

From wartime flak jackets to America’s Cup sails to the surface of the moon — the story of backpack fabrics is wilder than you think.
When you’re about to spend your hard-earned on a bag, the textile matters. It’s usually the first thing you notice — it gives the bag its look, its handfeel, its weight. It shapes how the bag performs over years of use, how it ages, how it holds up to daily rigors. And sometimes it carries something beyond the purely functional: a story, a heritage, a quiet signal of quality or specialness that justifies the price tag.
But most of us are working with partial information. We know the name on the tag. We know “Cordura is tough” and “Dyneema is light” and “waxed canvas looks incredible.” What’s harder to find — and what actually helps you make a better decision — is the full picture. Where these materials came from, what they were originally engineered to do, what their genuine strengths are, and crucially, where they fall short.

That’s what this guide is. A proper grounding in the fabrics you’ll encounter most in the carry world — their origins, their properties, and their trade-offs. Because every fabric choice a designer makes is a compromise. The lightest option is rarely the most durable. The toughest is rarely the most packable. The most beautiful is rarely the most weatherproof.
Understanding the trade-offs doesn’t make choosing harder. It makes it clearer. Once you know what each material is actually built for, you can match it to what you actually need.
So here’s the full story, textile by textile.
1. Ripstop Nylon
The Second World War was, among many other things, a war fought from the air — and the parachute was one of its most critical pieces of equipment. For paratroopers dropping into occupied Europe, for pilots bailing out over the Channel, for supply drops behind enemy lines, the parachute canopy was the difference between life and death. The problem was the fabric. Traditional woven cloth — and before nylon, much of it was silk — had a fatal flaw: once a tear started, it ran. A small nick from shrapnel, a snag on a rivet, a moment of bad luck on exit — and the rip would propagate across the canopy with terrifying speed. The military needed a solution. The solution was woven into the fabric itself.

Ripstop nylon is one of those beautiful ideas that seems obvious in retrospect. The problem with any woven fabric is that once a tear starts, it wants to keep going. A small snag becomes a gash becomes a catastrophe. The solution? Weave in a grid of thicker, stronger reinforcement threads at regular intervals — typically every 5 to 8 millimeters — so that any tear hits a roadblock before it can run away.
DuPont had developed nylon just before World War II — initially for stockings and toothbrush bristles, of all things — but the war quickly commandeered the entire supply for military applications, particularly parachute cloth. The ripstop weave technique evolved from those wartime demands, and in 1962 a patent was granted for “parachute fabric containing stretch and non-stretch type ripstops,” filed by U.S. Army researchers Louis Weiner and Harold Brandt.
After the war, the technology drifted into the civilian world, and by the 1970s and 80s it had become the go-to material for lightweight outdoor gear. Today it’s everywhere, and often with UHMWPE ripstop — sleeping bags, tents, kites, hot air balloons, wingsuits, and yes, a whole universe of backpacks.
Why it’s great: Ripstop nylon has a phenomenal strength-to-weight ratio. It’s light, packable, comes in a dazzling range of colors and deniers, and can be treated with DWR coatings for water resistance. For ultralight packs and daypacks, it’s hard to beat.
The catch: Lighter deniers are not particularly abrasion-resistant. It’s also susceptible to UV degradation over time, and cheaper versions can feel a bit crinkly and plasticky. The reinforcement grid also gives it that distinctive crosshatch look — which some people love, and some people find a bit busy.

2. Cordura / Textured Nylon
It’s 1928. A rubber company walks into DuPont’s lab with a problem: they need a yarn stronger than cotton for tire cords. DuPont’s chemists, physicists, and engineers spend years developing something extraordinary — a high-tenacity rayon they call “Cordura.” By 1948, DuPont is boasting it’s “as strong as mild steel yet able to stand up under repeated flexing.”
Nobody at the time is thinking about backpacks. They’re thinking about tires.
DuPont’s journey from tire reinforcement to the most recognised name in bag fabrics is one of the great pivots in textile history. DuPont trademarked the name in 1929 as a rayon product, developed it further during World War II for military vehicle tires, and then — in a move that would define carry culture for decades — transferred the brand name to nylon products in 1966.
Here’s something worth knowing: Cordura isn’t just a fabric type — it’s a brand of yarn. The well-known, signature texture that makes it feel so distinctively rugged isn’t just about the weave. The yarn itself is air-textured — literally blasted with jets of air during production to roughen and loop the filaments, giving it that matte, almost slightly furry surface. These yarns come in many variants, including non-textured, but we’ll get into that later.
Eastpak was the first brand to use Cordura nylon in luggage. By 1979, soft-sided Cordura luggage made up roughly 40 percent of the entire luggage market. JanSport used it in their original daypacks in the 1970s. By the 1980s, 1000-denier Cordura nylon had become the standard for heavy-duty duffel bags. Today, the brand is owned by Invista (a Koch Industries subsidiary), and it spans everything from 100D to 1000D, from denim blends to canvas variants.
The denier number matters here. Denier measures the weight of the yarn — specifically, the mass in grams of 9,000 meters of a single thread. Higher denier = thicker yarn = heavier but more abrasion-resistant fabric. 1000D is bombproof, while 500D is the most common and an excellent all-rounder. As a fun aside, Dana Gleason and his team were one of the driving forces behind the US Military switching to 500D for most packs due to it’s excellent tear-strength, weight-to-strength ratio, and lack of water retention.
Why it’s great: Cordura is the gold standard for durability. It’s highly abrasion-resistant, holds its color well, and is available in a huge range of weights and finishes. It’s trusted by militaries, first responders, and anyone who genuinely beats their gear up. When someone says “this bag will last forever,” there’s a good chance it’s made of Cordura.
The catch: It’s not particularly packable, and it can feel stiff until it breaks in. And while it’s water-resistant when treated, it’s not inherently waterproof. If you’re looking for innovation or something beyond the norm, Cordura isn’t going to surprise you — it’s been doing the same reliable job for fifty years, and it’s not apologizing for it.

3. Ballistic Nylon
It’s 1944. American bomber crews are flying missions over Germany, and they’re getting torn apart by anti-aircraft fire. The flak — fragments from exploding shells — is the real killer. The U.S. military needs something that can stop it.
DuPont’s answer is a thick, heavy nylon fabric woven in a 2×2 basketweave from 1050-denier high-tenacity yarn. They call it ballistic nylon. It goes into flak jackets. It saves lives.
The name says it all, really. Ballistic nylon was literally designed to stop ballistic fragments. The original specification called for an 18-ounce fabric — that’s heavy — woven in a basketweave pattern that distributes impact force across a wider area than a plain weave.
After the war, Kevlar came along and superseded ballistic nylon for actual body armor (it’s lighter and more effective). But ballistic nylon’s extraordinary durability and cut resistance found a new calling in civilian life. Today you’ll find it in high-end briefcases, laptop bags, watch straps, knife sheaths, motorcycle jackets, and chainsaw chaps — where its ability to shred and jam a moving chainsaw chain can literally save a leg.

Here’s the counterintuitive bit that surprises most people: despite being typically denser and heavier than textured-nylons, ballistic nylon is actually less abrasion-resistant. The basketweave structure — those thick, tightly packed yarns — is brilliant at absorbing and distributing impact, but the smooth, slightly shiny surface doesn’t grip and resist surface abrasion the way air-textured yarn does. It’s built to take a punch. Different threats, different solutions.
It’s also worth noting that “ballistic nylon” today is a bit of a loose term. The original spec was very specific, but modern usage often refers to any nylon woven in a ballistic (basketweave) pattern, at various deniers from 840D to 1680D.
Why it’s great: Ballistic nylon is extraordinarily tough and cut-resistant. It has a distinctive, slightly shiny appearance that looks serious and professional. It’s the fabric of choice for bags that need to look like they mean business — and actually do.
The catch: It’s heavy. It’s difficult to dye, which is why you almost always see it in black or very dark colors. It can feel stiff and formal. And because the term is used loosely, quality can vary significantly between manufacturers. And yes — despite the name — it won’t stop a bullet.

4. X-Pac
For centuries, sailors were at the mercy of their sails. The earliest working sails were made from woven flax or cotton canvas — strong enough for moderate conditions, but heavy, prone to stretching, and slow to dry. As the age of racing arrived, the demands on sailcloth intensified. By the mid-20th century, woven polyester (Dacron) had replaced natural fibers as the standard, offering better shape retention and lower stretch. But as offshore racing grew more competitive — and as the America’s Cup and ocean racing circuits pushed boats to their limits — even Dacron wasn’t enough. Designers wanted sails that were lighter, stiffer, and more dimensionally stable under load. The answer came not from weaving, but from lamination: bonding structural fibers between layers of film to create a composite that no single woven fabric could match. Dimension Polyant, a German technical fabric manufacturer with deep roots in the sailing world, spent decades perfecting these composite materials for the most demanding conditions on earth. Then someone had an idea: what if we made bags out of this?
X-Pac is a laminated composite fabric developed by Dimension Polyant — the same company that makes technical sailcloth for racing yachts. The fabric is a sandwich: a face fabric (often nylon or polyester), a structural X-Ply laminate layer (which gives it that distinctive diamond or X pattern you can see through the face), sometimes a waterproof PET film, and sometimes a backing fabric. The X-grid layer is most often woven from polyester, though we do see UHMWPE and aramid versions depending on the application. Peel it apart and you’re looking at a miniature feat of engineering in every square centimetre.
The best way to remember all of this? The VX series has a PET and taffeta layer (a taffeta is a crisp, smooth, plain woven fabric made from silk, nylon, polyester or other materials), whereas the X series only has a slightly thicker PET layer. To throw another loop in the mix, the RS (ripstop-soft) series has a ripstop face, a taffeta backing, but no PET layer. The Tactical series features an aramid X-Ply.

The result is a fabric that is simultaneously lightweight, waterproof, structured, and highly tear-resistant. The X-shaped laminate layer is the key — it distributes stress across the fabric in multiple directions, preventing tears from propagating. It’s the same principle as the ripstop grid, but taken to a more sophisticated laminate level.
Why it’s great: X-Pac is genuinely waterproof (not just water-resistant), extremely lightweight for its strength, and has a distinctive, technical aesthetic that carry nerds adore. It holds its shape well, doesn’t absorb water, and dries almost instantly. Brands like Mystery Ranch, Hyperlite Mountain Gear, and countless cottage manufacturers have made it a staple.
The catch: X-Pac can crinkle and crease, and those creases can become permanent over time. Lower deniers are not very abrasion resistant, just like anything else. It also has a very specific aesthetic that won’t suit everyone, and it tends to be noisy (that characteristic crinkle sound when you move). And it’s not cheap. Over time, the laminate layers can also separate — delamination is the long-term enemy of any composite fabric.

5. Dyneema Composite Fabric (DCF)
San Diego, California, 1992. The America’s Cup is underway, and the yacht America³ is doing something unusual. Its sails look different — almost translucent, like they’re made of something from the future. They reportedly are. The sails are said to incorporate a precursor to what will eventually be known as Dyneema Composite Fabric.
The press, scrambling for a name, calls it “Cuben Fiber” — a nod to America Cubed, the yacht’s name. The name sticks.
Dyneema Composite Fabric (DCF) — formerly known as Cuben Fiber — is one of the most exotic materials on this list. It’s a non-woven composite: ultra-high-molecular-weight polyethylene (UHMWPE) fiber monofilaments laminated between layers of polyester film. Think of it like a sheet of plastic. There’s no weaving involved. The UHMWPE fibers are simply aligned in parallel and fused together under heat and pressure.

The result is a fabric that is, weight for weight, stronger than steel. Genuinely. UHMWPE fiber has a tensile strength roughly 15 times that of steel by weight. DCF is also completely waterproof, UV-resistant, and doesn’t absorb moisture at all.
The material was developed by Cuben Fiber Corporation and Cubic Tech Corporation in the 1990s, primarily for sailing applications. In 2015, DSM (the Dutch chemical company that owns the Dyneema brand) acquired Cubic Tech and rebranded the material as Dyneema Composite Fabric. In 2022, Avient Corporation acquired the Dyneema brand from DSM.
Why it’s great: DCF is the ultimate ultralight material. Bags made from it can weigh almost nothing while carrying substantial loads. It’s completely waterproof, doesn’t stretch, and has an almost otherworldly translucent appearance in lower weights. For ultralight backpacking, it’s become the holy grail material.
The catch: DCF is expensive — seriously expensive. It’s also not abrasion-resistant; the film layers can wear through and delaminate with heavy use. It can be punctured by sharp objects. It doesn’t drape or flex the way woven fabrics do, which can make it feel stiff and crinkly. And that translucent look — while beloved by some — isn’t for everyone. It also has a somewhat limited color palette because it’s not great at holding dye.

6. Bio-Based Dyneema
For all its extraordinary performance, conventional Dyneema has always carried an environmental asterisk. UHMWPE is derived from fossil fuel feedstocks — the same petrochemical supply chain that underpins most synthetic fibers. For a material used by brands and consumers who often care deeply about the natural world, that’s a tension worth acknowledging.
Avient Corporation (the current owners of the Dyneema brand) has been working to address this through what they call bio-circular and circular feedstock programs. The concept is elegant: rather than changing the manufacturing process or the final fiber — which would compromise the extraordinary performance properties that make Dyneema what it is — they change what goes into the process.
In the bio-circular program, by-products from the wood and pulp industries are collected as renewable feedstock. This is combined with standard feedstock and processed to produce ethylene, which is then used to manufacture Dyneema fiber. The share derived from bio-circular sources is tracked and allocated to specific products using the mass balance approach — an ISCC-certified accounting method that verifies the chain of custody from raw material to finished fiber. The result: Dyneema fiber that is functionally and chemically identical to conventional Dyneema, but with a significantly reduced carbon footprint. According to Avient, Dyneema made from bio-circular feedstock produces 3.76 tonnes fewer CO₂ emissions per metric tonne of fiber produced — equivalent to the carbon absorbed by 62 tree seedlings growing for ten years.
In the circular program, recycled mixed plastic waste is used as feedstock in a similar mass balance process, further reducing reliance on virgin fossil resources.
The ambition, as stated by Avient, is to progressively expand the availability of bio-circular and circular Dyneema across their product range — moving the world’s strongest fiber toward a future where extraordinary performance and genuine sustainability are no longer in conflict.
For the carry world, this matters. Bags made from bio-based Dyneema DCF or woven Dyneema fabrics are beginning to appear from forward-thinking brands, and the expectation is that availability will grow as the program scales. The performance is identical. The story is better.
Why it matters: Bio-based Dyneema delivers the same strength, weight, and waterproofing as conventional DCF or woven Dyneema — with a meaningfully lower carbon footprint and a traceable, certified supply chain. It’s the rare case where the sustainable option is also the highest-performance option.
The catch: Availability is still limited, and the bio-circular premium adds cost to an already expensive material. The mass balance approach — while certified and legitimate — is an accounting methodology rather than a guarantee that every fiber in your bag came from a tree. It’s a step in the right direction, not the final destination.

7. Challenge Ultra
The ultralight fabric market was dominated by DCF. But some designers wanted more abrasion resistance, more color options, and a slightly more conventional feel. Challenge Fabrics — a Connecticut-based technical fabric manufacturer with decades of experience in sailing, aerospace, and outdoor applications — had an answer. And in doing so, they forced the entire ultralight textile world to catch up.
Challenge Ultra was the first fabric to take UHMWPE fibers and weave them into a face layer — combining that woven structure with a waterproof film backing to create a laminated composite that offered something DCF couldn’t: genuine abrasion resistance alongside ultralight performance. By weaving the UHMWPE rather than simply laminating parallel filaments, Challenge created a surface that could stand up to real-world use in a way that DCF’s polyester face simply couldn’t. It was a meaningful technical advance, and the rest of the ultralight textile industry — including Dyneema’s own woven composite program — had to respond.

Why it’s great: Challenge Ultra offers a compelling combination of lightness, waterproofing, and abrasion resistance. It’s more durable than DCF in real-world use, and it has a slightly more conventional appearance. It’s become a favorite among cottage bag makers and high-end outdoor brands who want to pull more performance out of their designs.
The catch: Like all high-performance laminate fabrics, it’s expensive. It can still crease and crinkle. And it’s still relatively new, so we don’t have a lot of very long-term wear and tear data.

8. Woven Dyneema
Challenge Ultra had shown what was possible when UHMWPE fibers were woven together. The gauntlet had been thrown. Dyneema — whose DCF product had long been the benchmark for ultralight composite fabrics — needed to respond with something that could compete on the woven front.
Enter woven Dyneema.
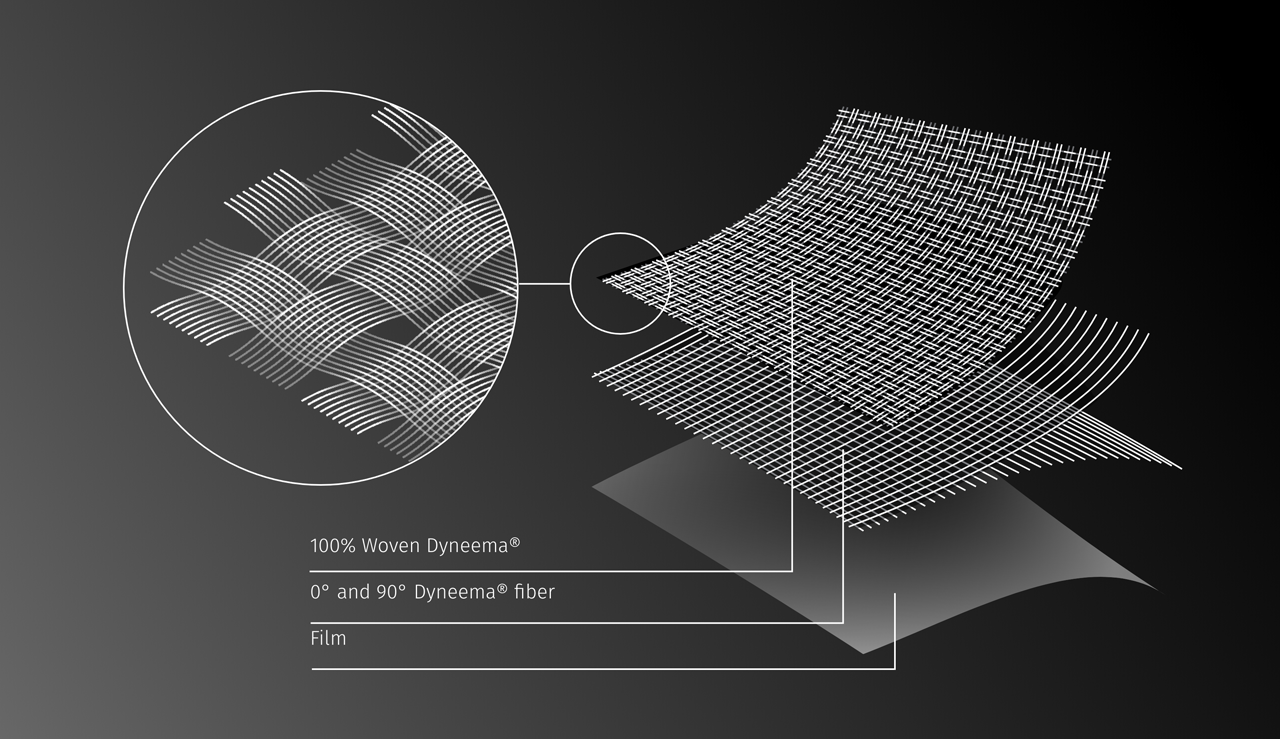
Woven Dyneema takes the same UHMWPE fiber used in DCF and actually weaves it — typically in combination with other fibers like polyester or nylon — into a conventional fabric structure. The result is a material that has much of the strength and light weight of Dyneema, but with the drape, feel, and abrasion resistance of a woven fabric. Dyneema’s woven composite program has produced fabrics that are now used by brands like Hyperlite Mountain Gear, and the category continues to grow as more manufacturers explore what’s possible when the world’s strongest fiber is given a conventional structure.
Why it’s great: Woven Dyneema offers a compelling middle ground between the extreme lightness of DCF and the durability and feel of conventional woven fabrics. It’s more abrasion-resistant than DCF, drapes better, and feels more like a “real” fabric. It’s also more repairable.
The catch: It’s still very expensive. The UHMWPE fiber is notoriously difficult to dye (it doesn’t absorb dye well due to its non-polar molecular structure), so color options are limited. And it still doesn’t have the raw abrasion resistance of Cordura and other textured nylon faced fabrics.

9. ALUULA
Victoria, British Columbia. A team of engineers and chemists, inspired by the natural beauty of the Pacific Northwest and kite surfing, and frustrated by the environmental cost of conventional composite fabrics, set out to build something new.
Their idea: what if you could make a high-performance composite fabric from a single material — 100% polyethylene — with no adhesives, no laminates, no delamination risk? What if the fabric could be recycled at end of life? What if it could be lighter and stronger than anything else on the market?
They called it ALUULA.

ALUULA is perhaps the most exciting new fabric in the carry world. Developed by ALUULA Composites Inc. in British Columbia, Canada, it’s a mono-polymer composite fabric made entirely from polyethylene fibers — fused together at the molecular level without adhesives or glue of any kind. That’s the secret, and it’s a big one. Every other composite fabric on this list bonds different materials together with adhesives — which means, eventually, those adhesives can fail. ALUULA has no adhesives to fail. The fibers are heat-fused directly to each other, creating a single unified material rather than a stack of layers waiting to separate.
The result is a material with a fiber core that is, according to the company, eight to fifteen times stronger than steel for its weight. Because it’s a single material (100% polyethylene), ALUULA is recycle-ready in a way that conventional laminate composites — which bond together different materials that can’t be separated — simply aren’t. It can be sewn, heat-welded, and bonded, and damaged gear can be repaired in the field with heat-activated patches.
The technology is so impressive that it’s being used not just in backpacks and kites, but in aerospace applications — including NASA habitat projects for the moon. Yes, really.
Why it’s great: ALUULA is extraordinarily light and strong, with no delamination risk. It’s genuinely more sustainable than conventional composites. It has a distinctive, premium aesthetic. And the fact that it’s going to the moon is, frankly, very cool.
The catch: ALUULA is new, which means it’s expensive and not yet widely available. The long-term real-world durability data is still accumulating. And like all high-performance fabrics, it comes with a price premium that puts it firmly in the “investment piece” category.

10. Waxed Canvas
The problem with sailing ships was always the sails. From the earliest square-riggers to the great clipper fleets of the 19th century, canvas sails were made from woven flax or cotton — strong, but heavy, and prone to absorbing water. Wet sails were a double-edged sword: mariners had long noticed that damp canvas actually held its shape better in the wind, the fibers swelling to close the weave and catch more air. But wet canvas was also enormously heavy, and heavy sails slowed ships. The solution they landed on was to treat the canvas — to give it the benefits of moisture without the weight penalty.
From the 15th century onward, sailors began applying fish oils and grease to their sailcloth. By the late 18th century, linseed oil had become the treatment of choice. From 1795, the Arbroath-based sail maker Francis Webster Ltd had perfected the art of adding linseed oil to flax sails, creating an oiled flax that was lighter than wet sailcloth and adopted by the Royal Navy and the early tea clippers. As the tea race competition intensified and clipper designers sought every possible weight reduction, they turned to Egyptian cotton — lighter and stronger than flax — and began experimenting with linseed oil coatings on this new material. The first Egyptian cotton products with linseed oil applied started to appear from the mid-1850s. The recipe for coating each cloth remained unique to its maker, but all suffered the same problems: stiffness in the cold and a tendency to yellow with age.

The breakthrough came in the mid-1920s, when three companies co-operated to create paraffin-impregnated cotton — a highly water-resistant cloth that was breathable, didn’t stiffen in the cold, and didn’t yellow with age. Waxed cotton was born. And from the sailing industry, it found its way into every corner of outdoor life.
Waxed canvas — cotton canvas treated with paraffin wax, beeswax, or a blend of both — is the original waterproof fabric. The technique evolved from oilskin (canvas treated with linseed oil) in the 19th century, and was refined by companies like Barbour in the UK into the iconic waxed cotton jackets that became synonymous with British country life.⁸
In the bag world, waxed canvas has experienced a remarkable renaissance over the past decade. Brands like Filson — founded in Seattle in 1897 to outfit prospectors heading to the Klondike Gold Rush, and one of America’s oldest outdoor outfitters — have built devoted followings around waxed canvas bags. The appeal is partly functional — waxed canvas is genuinely water-resistant, tough, and gets better with age — and partly aesthetic. A waxed canvas bag develops a patina. It tells a story. It looks like it’s been places.
The wax treatment needs to be reapplied periodically (typically with a product like Filson’s Oil Finish Wax or Barbour’s Thornproof Dressing), which some people find a chore and others find a meditative ritual.
Why it’s great: Waxed canvas is beautiful, durable, and improves with age. It has a warmth and character that synthetic fabrics simply can’t replicate. It’s repairable, re-waxable, and — if you buy quality — will genuinely last decades. It also has excellent abrasion resistance.
The catch: Waxed canvas is heavy. It’s not as waterproof as modern synthetics (though properly waxed, it can be). It requires maintenance. It can stiffen in cold weather and stain if you’re not careful. And it’s not packable — a waxed canvas bag is a waxed canvas bag, and it doesn’t fold up small.

11. Recycled Nylon
Here’s a number worth sitting with: the fashion industry produces roughly 92 million tonnes of textile waste every year. Nylon — one of the most widely used synthetic fibers in clothing, bags, and gear — is almost entirely derived from fossil fuels, and the vast majority of it ends up in landfill at the end of its life. It doesn’t biodegrade. It just sits there, slowly breaking down into microplastics. Meanwhile, an estimated 640,000 tonnes of fishing gear is lost or abandoned in the world’s oceans every year — ghost nets that drift for decades, entangling marine life and fragmenting into the same microplastic soup. The problem is enormous, and it exists at both ends of the supply chain: too much nylon being made from virgin fossil resources, and too much nylon being discarded rather than recovered.
Recycled nylon is the industry’s attempt to address both problems at once.
The Aquafil company, based in Trento, Italy, has been collecting discarded fishing nets, old carpets, and industrial nylon waste from ocean floors and landfills around the world. They depolymerise it — breaking it back down to its molecular building blocks — and spin it into new yarn. They call it ECONYL. It’s nylon. But it’s been somewhere first.

Recycled nylon is the sustainability chapter in the backpack fabric story, and it’s a chapter that’s being written faster than almost any other. Brands like Patagonia, Cotopaxi, and a growing wave of carry makers have embraced recycled nylon as a way to deliver genuine performance while closing the loop on textile waste.
The process is genuinely impressive: waste nylon — from fishing nets, carpet fibers, industrial scraps — is collected, cleaned, and chemically broken down to its raw monomers, then re-polymerised and extruded into new yarn that is functionally identical to virgin nylon. ECONYL, introduced by Aquafil in 2011, was one of the first commercial-scale versions of this process, with production based at the company’s plant in Slovenia.⁹ The resulting fabric can be woven into ripstop, twill, Oxford, or any other structure — the recycled origin is invisible in the finished product.
Why it’s great: Recycled nylon delivers genuine performance — comparable to virgin nylon in most real-world applications — while dramatically reducing the environmental footprint of the bag. It’s a story you can feel good about, and increasingly, it’s a story backed by real performance data. The technology is improving rapidly, and costs are coming down.
The catch: Quality can still be slightly less consistent than virgin nylon, particularly at the lower end of the market where recycled content percentages and processing standards vary. It’s also marginally more expensive to produce, though that gap is closing. And — it’s worth being honest — some brands use recycled content as a marketing story while the rest of their supply chain remains deeply unsustainable. Read the fine print.

12. Konbu
In a textile laboratory in Ishikawa Prefecture, a textile designer from Komatsu is holding a piece of fabric up to the light. It’s nylon — technically. But it doesn’t look like nylon. It doesn’t feel like nylon. It has a matte crinkle, slightly structured surface, almost like dried seaweed — which is, in fact, what “konbu” means in Japanese. It has the crispness of cotton and the lightness of synthetics. It feels considered. Intentional. Like someone spent a very long time thinking about exactly what a fabric should feel like.
The distinctive texture of konbu nylon is achieved through a controlled heat treatment process applied to the nylon yarn or finished fabric. By exposing the material to precisely calibrated heat, the nylon fibers are caused to contract and crimp unevenly — creating a subtly crinkled, puckered surface texture that is both tactile and visually matte. The process is carefully managed: too much heat and the nylon loses its structural integrity; too little and the characteristic texture doesn’t develop. The result is a fabric that looks and feels fundamentally different from standard nylon, despite being chemically identical.
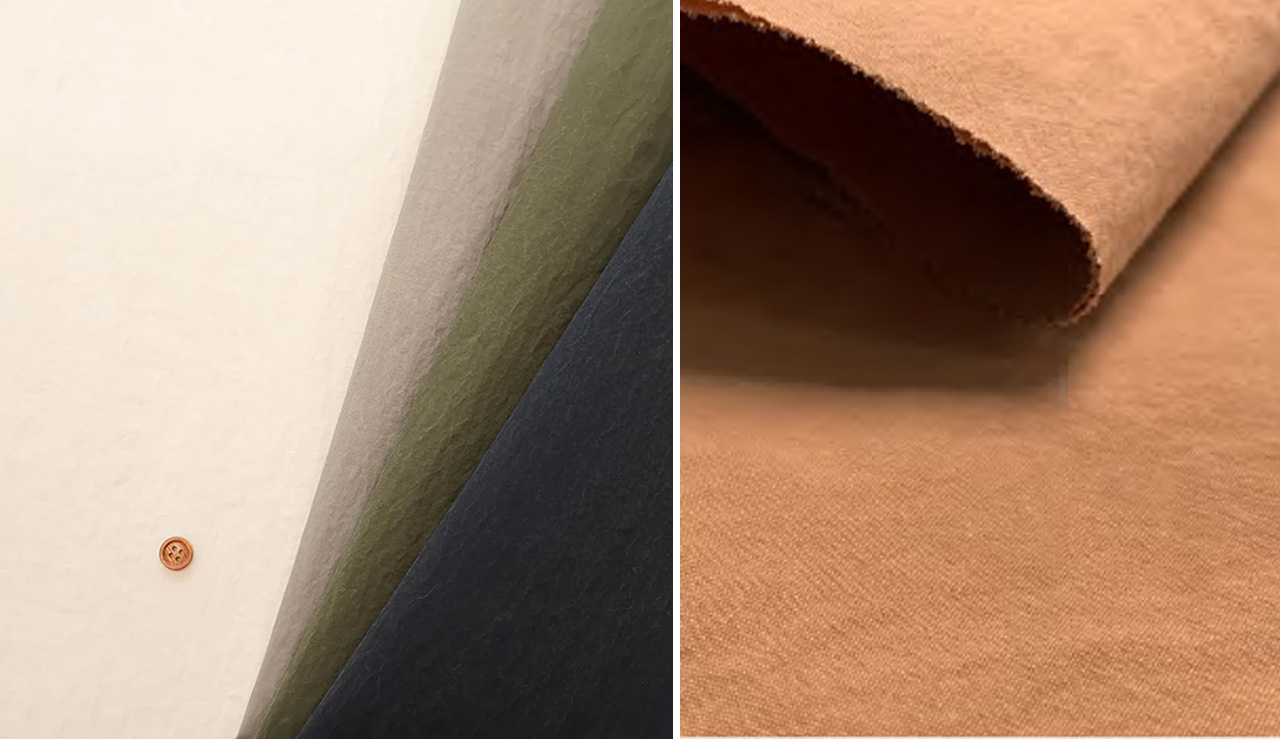
Konbu nylon is one of those fabrics that’s hard to explain until you hold it. It’s a high-tenacity nylon that has been treated to behave more like cotton, or even crinkled paper, with a matte, uneven surface that absorbs light rather than reflecting it. The result is a fabric that occupies a fascinating middle ground: the durability and lightness of nylon, but the aesthetic sensibility of a natural fiber.
It’s a distinctly Japanese creation (pioneered by Komatsu, Japan), and it carries with it something of the Japanese design philosophy of wabi-sabi — the beauty of imperfection. A konbu nylon bag will develop its own character over time. The surface will soften slightly. The structure will relax. It will look, over years of use, like it has been lived in. That’s not a flaw. That’s the point.
Why it’s great: Konbu nylon has a design-forward aesthetic that stands apart from the sea of shiny or overly technical-looking synthetics. It’s lightweight, structured, and has a tactile quality that’s genuinely distinctive. For minimalist bags and design-conscious everyday carry, it’s a compelling choice.
The catch: Water resistance varies by treatment and construction — konbu nylon isn’t inherently waterproof and needs careful specification. It can show wear over time, though as noted above, many people consider this a feature rather than a bug. It’s also not widely available outside of Japanese brands and the designers they supply, which can make it harder to find and replace.

13. Leather
Leather is the oldest carry material on this list by several millennia, and it remains one of the most compelling. Full-grain leather — the top layer of the hide, with the natural grain intact — is extraordinarily durable, self-healing (small scratches buff out), and develops a patina over years of use that no synthetic can replicate. It moulds to its owner. It remembers where it’s been.
The tanning process matters enormously. Vegetable-tanned leather — cured using natural tannins from tree bark, a process that takes months — produces a stiffer, more structured leather that ages beautifully and develops rich color over time. Chrome-tanned leather — cured using chromium salts, a process that takes days — is softer, more consistent, and more water-resistant, but doesn’t develop the same depth of patina. For bags, both have their place, and the best makers are very deliberate about which they choose and why.
Why it’s great: Leather is timeless, extraordinarily durable, and improves with age in a way that no synthetic fabric can match. A well-made leather bag, properly cared for, will genuinely outlive its owner. It has a warmth, weight, and presence that is simply different from any other material on this list.
The catch: Leather is heavy — often the heaviest option available. It’s not waterproof without treatment, and it needs regular conditioning to stay supple. It’s expensive, and the quality range is enormous — cheap bonded leather is nothing like full-grain, and the difference matters. There are also legitimate ethical and environmental questions about leather production that every buyer needs to reckon with honestly.

14. Oxford Nylon
Oxford nylon — named for its resemblance to the Oxford cloth weave used in dress shirts — is a plain-weave nylon fabric with a basket-like texture. It’s lighter and more affordable than Cordura textured nylons, and it’s used in a vast range of everyday bags, from Ralph Lauren’s preppy weekend totes to the meticulously constructed pieces coming out of MSPC (Master-Piece Co.) in Japan.
But Oxford nylon is not a single thing. The denier and the treatment make an enormous difference, and the range is wider than most people realize.
At the entry level, you’ll find 150D and 200D Oxford nylon — lightweight, affordable, and perfectly adequate for light daily use. Step up to 420D and you’re in solid everyday-carry territory: noticeably more robust, with better abrasion resistance and a more substantial hand feel. 600D Oxford is heavier still, used in bags that need to take real punishment. And at 1680D, Oxford nylon starts to approach ballistic territory — dense, heavy, and extremely durable.

Beyond denier, the finishing treatment matters just as much. PU (polyurethane) coating is the most common — it adds water resistance and stiffens the fabric slightly, giving it that characteristic crisp feel. PVC coating is heavier and more waterproof, often used in budget bags. And at the premium end, Oxford nylon can be treated with DWR (durable water repellent) finishes, or woven from solution-dyed yarns for better UV and color fastness. Japanese mills, in particular, have elevated Oxford nylon into something genuinely special — producing fabrics with tight, even weaves, sophisticated finishes, and a hand feel that bears little resemblance to the Oxford nylon in a fast-fashion tote bag.
Why it’s great: Lightweight, affordable, and available in a huge range of colors, deniers, and finishes. At the right specification, it’s perfectly adequate for light to moderate use — and in the hands of quality mills, it can be genuinely excellent.
The catch: Not particularly durable under heavy use at lower deniers. Abrasion resistance is limited compared to Cordura or ballistic nylon. And the quality range is enormous — the Oxford nylon in a £15 bag and the Oxford nylon in a Japanese-made piece are barely the same material in any meaningful sense.







Michael Knispel
Editor-In-Chief
Mike’s our editor-in-chief, storyteller, and master traveler. He’s been at the helm for over a decade, spearheading our stories, partnerships, and brand at large.